
Introduction
Dans une économie mondialisée caractérisée par des chaînes d’approvisionnement complexes, la traçabilité est devenue une exigence réglementaire et opérationnelle absolue. Qu’il s’agisse de suivre un composant aéronautique critique tout au long de sa durée de vie, de garantir l’authenticité d’un implant médical, ou d’apposer des numéros de série sur des pièces automobiles, chaque produit doit posséder une identité infalsifiable, lisible et inaltérable. Le marquage laser industriel s’est imposé comme la technologie reine pour répondre à ce défi.
En remplaçant les étiquettes adhésives qui se décollent, les jets d’encre qui s’effacent sous l’effet des solvants, ou les techniques de micro-percussion mécanique qui déforment la matière, la lumière offre une solution de marquage ultra-rapide et de haute précision. Cet article décrypte les différents mécanismes physiques d’interaction laser pour le marquage, analyse les critères de choix des sources selon les matériaux, et explore l’intégration de ces systèmes dans les processus d’automatisation industrielle.
I. Les Mécanismes Physiques du Marquage Laser : Graver, Recuire ou Moussert
Le marquage laser ne se résume pas à creuser la matière. Selon la nature du matériau, la puissance appliquée et la durée d’interaction, le laser provoque des transformations physiques ou chimiques très différentes à la surface de la pièce.
1. La gravure laser directe (Ablation)
La gravure est le procédé le plus intuitif : le faisceau laser de forte intensité vaporise instantanément la matière en surface pour créer un creux permanent.
- Ce relief physique (souvent profond de quelques dizaines de micromètres) reste parfaitement lisible même si la pièce subit une usure mécanique par frottement, un sablage ou une mise en peinture ultérieure.
- La gravure est largement employée sur les métaux bruts (acier, fonte, aluminium) et sur certaines céramiques techniques soumises à des environnements industriels sévères.
2. Le recuit laser (Coloration thermique sous surface)
Pour les aciers inoxydables et le titane, les industriels privilégient le marquage par recuit. Contrairement à la gravure, ce procédé ne retire pas de matière et ne crée aucun relief.
- En chauffant localement et très précisément le métal juste en dessous de son point de fusion, le laser provoque une oxydation thermique contrôlée en surface. Selon la température atteinte, une couche d’oxyde stable se forme, créant une coloration noire, sombre ou irisée par interférence lumineuse.
- La surface de la pièce reste parfaitement lisse et plane, ce qui élimine tout risque de rétention de bactéries. C’est le marquage obligatoire pour l’instrumentation chirurgicale et les dispositifs médicaux implantables devant subir des cycles répétés de stérilisation.
3. Le moussage et le changement de couleur des polymères
Sur les matières plastiques, le laser interagit avec les pigments et la matrice polymère de deux manières :
- Le moussage : Le laser chauffe localement le plastique, provoquant une micro-combustion ou une décomposition chimique qui génère des bulles de gaz microscopiques piégées lors de la resolidification. Ce « moussage » crée un relief clair et hautement visible sur les plastiques sombres.
- Le changement de couleur (carbonisation) : L’énergie laser brise les liaisons chimiques des pigments ou du polymère, provoquant une carbonisation locale qui assombrit la matière. On obtient un marquage foncé, net et sans relief sur les plastiques clairs.
II. Le Choix de la Source Laser : Fibre, CO2 ou UV ?
Il n’existe pas de laser universel capable de marquer tous les types de supports avec la même efficacité. Le choix de la longueur d’onde est déterminé par le spectre d’absorption du matériau cible.
1. Le laser à fibre (Proche Infrarouge – )
C’est le standard incontournable pour le marquage de tous les métaux et de certains plastiques techniques robustes. Sa longueur d’onde est absorbée de manière optimale par l’acier, l’aluminium, le laiton et le cuivre. Les sources à fibre offrent une excellente qualité de faisceau, une durée de vie inégalée (dépassant souvent 100 000 heures de fonctionnement) et ne nécessitent pratiquement aucun entretien optique.
2. Le laser CO2 (Infrarouge lointain – )
Idéal pour traiter les matériaux non métalliques et organiques. Sa longueur d’onde longue est parfaitement absorbée par le bois, le verre, le cuir, le carton, le papier et la majorité des plastiques transparents ou colorés. C’est l’outil privilégié pour le marquage de codes de traçabilité et de dates de péremption dans les industries agroalimentaire, cosmétique et de l’emballage.
3. Le laser UV (Ultraviolet – )
Aussi appelé laser de marquage « à froid ». En raison de sa très courte longueur d’onde, l’énergie des photons est si élevée qu’elle brise directement les liaisons moléculaires de surface sans générer d’échauffement thermique significatif (ablation photochimique).
- Il permet de marquer des matériaux extrêmement délicats comme les verres ultra-fins, les silicones médicaux, ou les plastiques sensibles utilisés pour les gaines de câbles aéronautiques, sans risquer de brûler, de déformer ou de fragiliser le support.
III. Intégration Industrielle, Traçabilité et Automatisation
Pour répondre aux cadences des lignes de production modernes, les systèmes de marquage laser ne travaillent plus de manière isolée, mais s’intègrent au cœur d’architectures industrielles connectées.
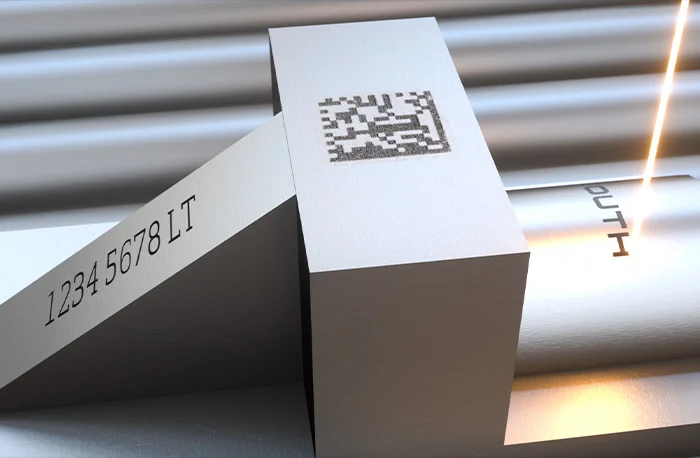
1. La génération de codes Datamatrix et QR codes haute densité
Le marquage laser permet de graver des codes Datamatrix microscopiques (parfois de moins de un millimètre de côté) contenant une quantité d’informations phénoménale (numéro de lot, date de fabrication, caractéristiques techniques). La finesse et le contraste du faisceau laser garantissent que ces codes restent parfaitement lisibles par les caméras de vision industrielle à haute cadence, même après des années d’utilisation en milieu hostile.
2. L’intégration sur ligne de production continue (Marking on the Fly)
Les systèmes modernes intègrent des fonctionnalités de marquage « à la volée ». Grâce à des codeurs incrémentaux mesurant précisément la vitesse d’un convoyeur, la tête de marquage laser adapte son miroir de déflexion dynamique pour graver des pièces en mouvement continu, sans ralentir ni arrêter la ligne d’assemblage.
3. La connectivité ERP et la sérialisation sécurisée
Les stations de marquage sont directement reliées aux bases de données et aux progiciels de gestion intégrés (ERP) de l’entreprise. À chaque pièce qui se présente, la machine interroge le serveur central, génère un numéro de série unique, applique le marquage laser, puis confirme la réussite de l’opération au système d’information. Ce processus automatisé élimine tout risque d’erreur humaine ou de doublons de numérotation, assurant une traçabilité sans faille du berceau à la tombe du produit.
Conclusion
Le marquage laser est devenu le système nerveux de la traçabilité industrielle moderne. En combinant la précision géométrique de l’optique numérique à la diversité des réactions photochimiques et thermiques de la matière, il offre une solution d’identification rapide, durable et respectueuse de l’environnement. Dans un monde industriel où la donnée et la traçabilité sont aussi précieuses que le produit physique lui-même, maîtriser le marquage par la lumière est un atout stratégique indispensable pour garantir la conformité et la compétitivité.

